
 Credit: Shutterstock photo
Credit: Shutterstock photoBy Gareth Hatch :
In March 2016, I had the opportunity to visit a leading North American research and development company, focused on materials and components relating to energy-storage devices. I was invited to visit the facility by Alabama Graphite Corp. ( ABGPF ) (( AGC )) to see how the company's development of coated spherical purified graphite (CSPG) is progressing, and to get a better understanding of the battery prototyping and production processes.
For competitiveness reasons, the invitation was issued with the proviso that I not identify the company that I visited, or the personnel that I interviewed, under the terms of a strict non-disclosure agreement. The company (which I will call EngineeringCo for the purposes of this article) assists a number of players in the critical-materials space with the development of value-added processes, with particular expertise in Li-ion batteries (LIBs). EngineeringCo was at pains to make sure that the only work that I saw during the visit pertained to processes and components relating to and produced from AGC natural-flake graphite.
I was able to take a number of photographs during my visit, which are included below. Also included is a separator/electrode cross-section schematic, and other images produced by EngineeringCo and AGC that were verified during my visit.
Nevertheless, I had the opportunity to discuss a number of topics of wider interest to the use of natural graphite in LIBs with a senior scientist at EngineeringCo (whom I will call Dr. X), who is well known by many in the graphite industry and beyond, for his experience and expertise in the processing of graphite, anode production for LIBs and LIB prototyping and validation.
Regardless of the ultimate application, the early stages of natural-graphite processing are generally the same. The graphite ore is mined or excavated, and then crushed so that the contained graphite flakes can then be concentrated, via flotation. The crushed ore is typically placed into water with an additive such as pine oil or kerosene, which creates a thin film on the surface of the water. Graphite flakes are hydrophobic and lighter-weight, and being repelled by the water they remain at the surface while the heavier rock matter simply falls to the bottom of the flotation cell. The result of these and associated processes is run-of-mine (( ROM )) concentrate, and historically has been the goal of most graphite juniors, looking to produce a saleable material as a result of their endeavors.
More recently, companies like AGC have realized that the way to maximize the value of their graphite ores is to apply secondary processes to this ROM concentrate, with the goal of producing so-called battery-grade graphite for LIBs. These secondary processes include purification, micronizing, spheroidizing and coating to produce CSPG, a high-value graphite product that can be used for the anodes in LIBs. Each of these steps require careful optimization, with the process parameters being tailored to the unique characteristics of each specific ROM concentrate.
I asked Dr. X why companies choose a particular order for completing the secondary processes of purification, micronizing, spheroidizing and coating ROM concentrate for battery-grade materials. Not unsurprisingly, he commented that it boils down to economics. In the past, graphite mines would generally categorize their ROM concentrate into two broad categories; coarse flakes (+80 mesh/+180 µm) would be sold into higher-end applications (such as graphite crucibles, extruded shapes and steelmaking), whereas the finer material was only given secondary consideration, for use in pencils and other applications (such as powdered metallurgy, composite brake pads, forensic dispersions, zinc-carbon "lantern" batteries, dry lm and liquid lubricants, and the like).
When first commercialized over 25 years ago, LIBs utilized anode-active materials comprised of mesophase carbon microbeads (MCMBs), produced via an expensive process by a single Japanese company, Osaka Gas Co. Osaka Gas was not able to reduce the cost of MCMB synthesis in the face of LIBs becoming commodity devices, requiring commodity pricing on all of the materials and sub-components used to manufacture them. MCMBs soon lost their dominant market share to graphitized chopped carbon fibers (GCCFs), produced by Toshiba ( TOSYY ), BP Amoco and other companies.
The increasing demand for LIBs put further pressure on the anode-material producers and GCCFs were in turn superseded by two materials: graphitized, surface-coated synthetic graphite, and surface-coated natural purified flake graphite. Today, battery manufacturers increasingly favor the replacement of synthetic graphite with natural graphite in anodes for LIBs, for a number of reasons:
- The carbon-based precursor materials for the synthetic route have to be graphitized through a costly heat-treatment process. Since natural graphite is already graphitic in nature, it is an inherently lower-cost material to produce.
- LIB anodes require high-purity, spheroidal particles with sizes in the range of 10-25 µm. Synthetic graphite, once graphitized, is generally brittle and more resistant to processing, in contrast to natural graphite, which is more lubricious and amenable to such processing. This means that natural graphite is significantly easier to spheroidize than synthetic graphite (with some observers arguing that synthetic graphite cannot actually be spheroidized at all). Spheroidal particles are preferred as they contribute to maximizing the overall energy density value of the battery (more on this, later in this article).
- Most premium-quality natural crystalline flake graphite exhibits superior performance to synthetic graphite. For example, CSPG produced from AGC's Coosa graphite deposit with a particle size of D50 = 18.3 µm has a reversible capacity (the energy capacity that can be consistently and reversibly achieved upon cycling) of 367.21 mAh/g, just shy of the theoretical maximum of 372 mAh/g. In contrast, one of the industry's best commercial synthetic graphite products with a particle size of D50 = 15.8 µm has a noticeably lower reversible capacity of 347.2 mAh/g. More on these values later in this article.
Typically, the larger the flake size, the higher the purity of the untreated graphite, which resulted in the initial recent industry emphasis on the proportion of large-flake graphite in any given deposit (the more, the better, went the mantra). What this focus missed, however, is the fact that the process of converting large flakes into smaller particles of a suitable size for anode production is expensive because any additional grinding is energy intensive, adding additional cost to processing. Indeed, the larger the flake size, the more energy is required for this size-reduction process.
If instead, the process began with smaller flake sizes, and the purity of these materials could be improved through low-cost purification techniques, finer flake material would become particularly attractive for producing battery-grade graphite, and in fact, more cost effective than starting with large-flake material. Deposits would not require significant proportions of large-flake graphite to be suitable for battery-grade graphite production; having larger proportions of finer flake material could in fact be an economic advantage.
This latter approach is the one that AGC has taken with its ROM concentrate. Dr. X pointed out that the flake sizes in AGC's Coosa graphite deposit are fairly evenly distributed. Instead of trying to convert all of this material into battery-grade graphite, a simple screening filter could separate the ROM concentrate into -100 mesh/-150 µm flake, for battery applications, with the remaining +100 mesh/+150 µm particles for traditional higher-end applications. Further screening to produce +80 mesh/+180 µm, +50 mesh/+300 µm and +32 mesh/+500 µm fractions could be applied, to further differentiate the coarse-flake material for specific end-use applications.
Battery-grade graphite requires high purity for effective operation. Traditional purification processes include baking the graphite with sodium hydroxide, and the acid-leaching approach, widely used in China, to dissolve the impurities out of the graphite. In the acid-leaching process, the ROM concentrate is immersed in a mixture of hydrochloric and hydrofluoric acids. The hydrochloric acid removes oxides present as soluble chlorides, but does not react with the silica impurities that remain. Hydrofluoric acid is needed to remove the silica in the form of soluble fluorosilicic acid. This results in large amounts of acid washings; in China, these are typically not neutralized or treated, but are often simply flushed into local waterways, causing damage and pollution to local aquifers and wells.
While chlorides are not noxious, the fluorides produced, at the concentrations resulting from this process, are particularly toxic. While the cost of the acids used in the acid-leach process is relatively cheap (USD 300-350/t of graphite purified), such costs do not take into account the cost of the treatment of the waste streams that would be required of any processing plant located in a Western jurisdiction, which according to AGC may be as high as USD 5-7k/t of graphite treated, using reverse osmosis. Clearly then, the acid-leach process is unlikely to be a cost-effective approach for any environmentally responsible graphite purification plant.
Another method is a variation of the Acheson process (originally used to produce silicon carbide and synthetic graphite), which involves the placement of large quantities of ROM concentrate and coke into a pit in the ground and running high electrical current through it via two electrodes. The high electrical resistance of the mixture causes it to heat up quickly, producing a chemical reaction that results in relatively pure graphite. Operating temperatures are in the range of 2,800-3,000°C. The presence of fine-flaked material in such a process is potentially dangerous because of the risk of combustion. Thus, the graphite has to be pelletized prior to purification, with these pellets being re-crushed afterwards, before being further processed. However, the smaller the starting flake size, the more difficult and expensive it is to pelletize the material.
Other methods include the use of fluidized-bed technology, where the graphite is continuously fed into a reaction chamber and subject to a stream of inert gas at high temperature, which causes the impurities to volatilize (convert into gaseous mists) and to be removed from the graphite, which eventually burns off (and partially settles) in the off-gas chamber/neutralization process. The removed impurities are captured via scrubbers and turned into benign products such as gypsum.
The aforementioned thermal process is typically run at 2,400-2,600°C - higher than the volatilization temperature of the impurities found within the graphite. Such high temperatures require significant energy consumption and are thus relatively expensive.
Using a process that eliminates the need to pelletize can be run at lower temperatures and which avoids the pollution associated with acid leaching is therefore essential to the cost-effective purification of finer-flake graphite.
Although EngineeringCo has access to lower-cost purification processes that are suitable for finer-flake materials, AGC had already turned to another North American company (which we'll call PurificationCo here - again, its identity is confidential) to work on this challenge for its material. I have previously visited the facilities of PurificationCo, and had the opportunity to discuss the purification process developed for AGC, with senior staff at PurificationCo, after my visit to EngineeringCo.
According to PurificationCo, the purification process for AGC material is essentially a halogenation process, where chlorine gas is used to convert the impurities to volatile chlorides. With an appropriate system design, the chlorine gas can be recycled, resulting in a relatively inexpensive process. The process is the standard process for purification of titanium dioxide to make paint pigments, with production in 2015 of about 3 Mt of titanium dioxide. The process runs at significantly lower temperatures than those of fluidized-bed processing - resulting in significant energy cost savings.
The surface area of finer graphite flakes is higher than for coarse-flake material, and much higher than graphite pellets, and this is advantageous for a process of this type because it makes it easier for the chlorine to diffuse into the graphite particles and to react with the impurities present.
Dr. X commented that the graphite purity obtained during the purification step must be higher than the minimum purification specification for the battery-grade graphite at 99.95 wt% C. This was confirmed by PurificationCo.
This is because there are a number of post-purification processing steps required to produce such materials. Despite efforts such as air purification and other measures, each processing step has the potential to cause minor contamination in the material, at the parts-per-million (ppm) level. For this reason, the purification process produces a 99.98%+ purity graphite, higher than the final purity specification of 99.95%+ for the finished products.
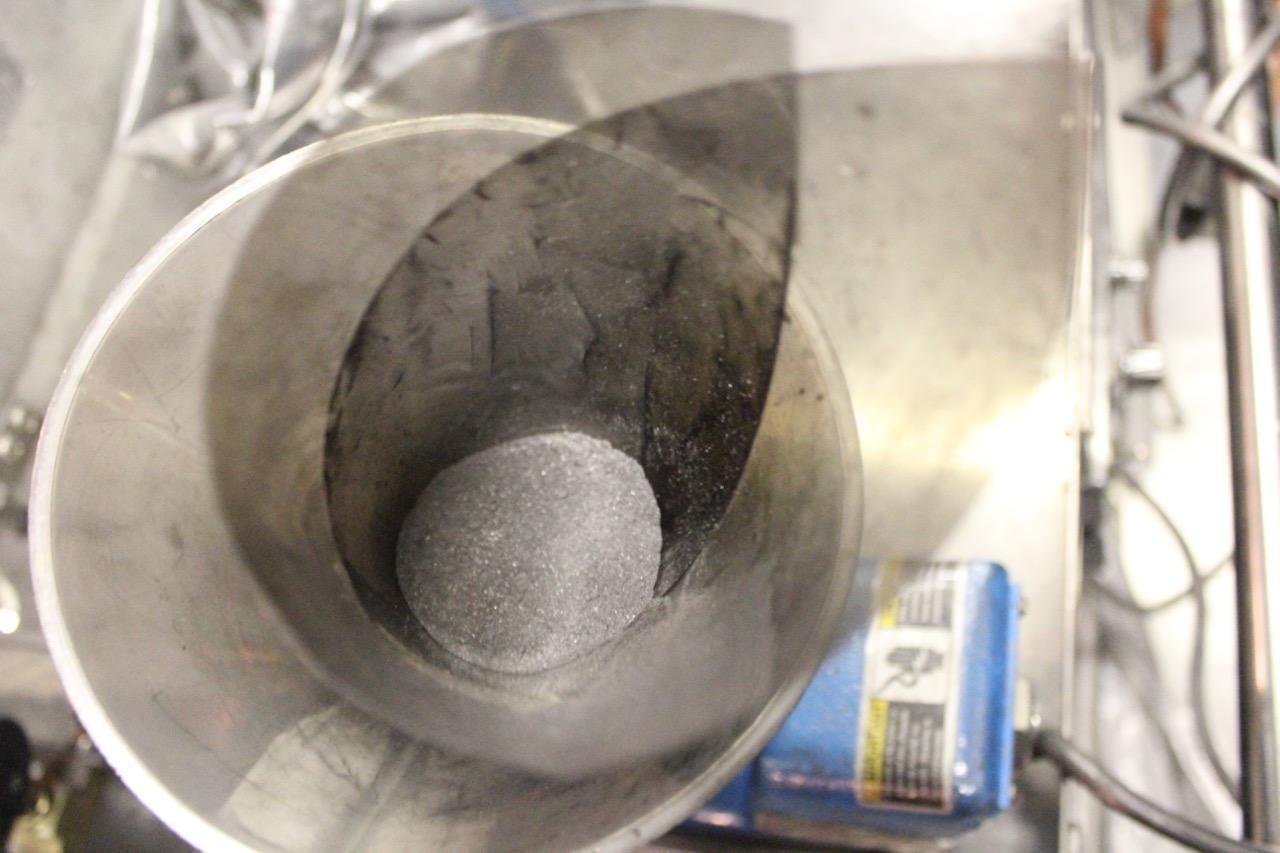
I asked Dr. X how graphite purity is actually measured. He said that a carefully measured sample of a given graphite product is placed into a low-profile ceramic crucible, loaded in a small muffle furnace, where it reacts with oxygen. This reaction produces carbon dioxide, which evolves as a gas. What remains is a tiny quantity of ash which contains the non-carbon content of the graphite. This ash is then weighed and analyzed for content to determine the purity of the original graphite.
The purity of graphite mineral is determined by the industry standard method of loss on ignition (LOI).
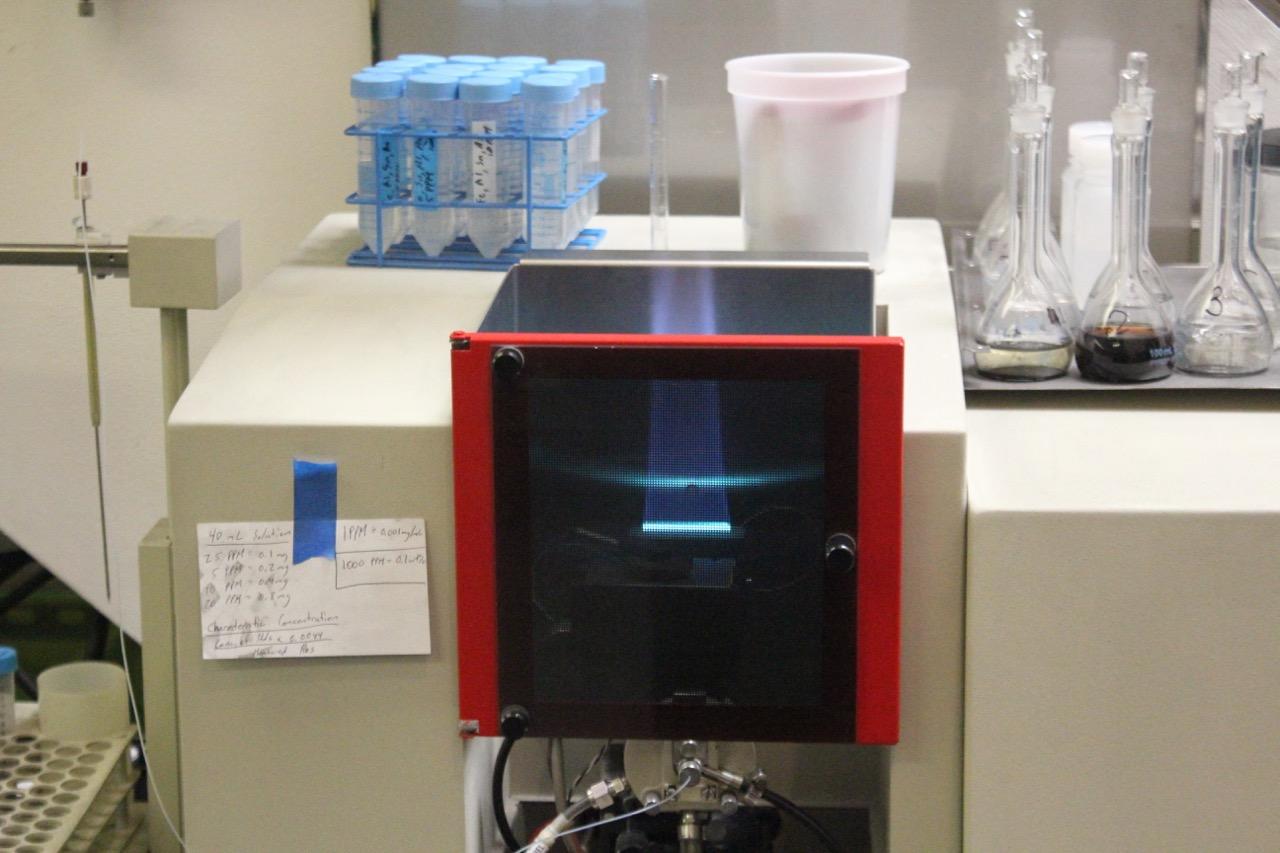
Elemental impurities in graphite are determined using atomic absorption spectroscopy.
Coarse, raw graphite powder produced from AGC's Coosa graphite deposit is fed into the micronizer mill by means of a vibratory feeding system.
Particle size distribution of battery-grade carbons is determined by the method of laser diffraction.
Horiba LA-910 laser diffractometer can determine particle size of battery-grade materials down to an ultra-low 70 nm range.
A scanning electron microscope (( SEM )) image of AGC's 99.99% Cg graphite flake, purified via the company's low-temperature halogenation process (Source: Alabama Graphite Corp. - verified by author).
Interestingly, Dr. X commented that this process can be used to identify the source of the graphite being tested since each deposit has a characteristic distribution of impurities. Image analysis of the ash under magnification, combined with computerized statistical analysis, allows EngineeringCo to compare a given sample with a large database of previous samples. This is a useful tool for verifying the source of materials for buyers and end users. The company also uses atomic-absorption spectroscopy to check the elemental content of the ash for the presence of some 19 specific elements that are particularly problematic for battery operation if found at elevated levels in the graphite. Full-blown chemical analyses can also be conducted using standard ICP analysis.
After purification, the next process step for the AGC material is to micronize it - to reduce the average particle size to some value within the 10-25 µm range that is optimal for anodes (the specific value will depend on customer requirements). This is achieved using jet milling where the graphite flakes are drawn into streams of high-velocity gases that cause the flakes to collide with each other and to break apart, reducing their size to the target value. The EngineeringCo folks showed me how the process is controlled by altering the duration, the gas pressure and velocity in the system, and the mass of flake material processed at any one time. Small test batches are always done before processing bulk materials since different graphite sources can exhibit different properties during the jet-milling process. Note, micronization may also be performed before spheroidization - and, in some cases, may be required, depending on the graphite material.
Before and after milling, the particle-size distribution of the graphite powders needs to be measured, so that the appropriate set of parameters to achieve the target size value can be determined, and to ensure that the jet-milling process has been effective. This is determined using a device that passes a laser through the powder, mixed with water with the addition of a detergent. The laser light will scatter as a result of its interaction with the particles, and the distribution of particle sizes can thus be determined via a histogram plot. Cumulative volumes are also plotted against particle diameter on the same chart.
The cumulative volume allows the operator to determine the "D values" for the sample - essentially the range of particle sizes and an average value. The particles are modeled as equivalent spheres in the system. The D10 value corresponds to the diameter of the equivalent sphere, at which 10% of the sample consists of smaller particles. D50 is the median diameter - the diameter at which half the sample consists of smaller particles. D90 is the point at which 90% of the sample consists of smaller particles. The D10 and D90 values represent a particular range of diameter values, with the D50 value representing the average particle size. All three values are useful in specifying the characteristics of a given powder.
Once milling is complete, the resulting powder is then classified into precise particle-size-based fractions of the overall material.
The next step in the process is spheroidization - converting the graphite particles into rounded, potato-like shapes. The closer the particles are to being spherical in shape, the greater the performance of the anode in the battery. Why is this?
It has long been proven by mathematicians that the most effective way to randomly pack as many particles into a given volume as possible is if the particles within that volume are perfect spheres. If arranged carefully, then in any given volume, the maximum theoretical space that can be taken up by the spheres is 74% of the overall volume. For randomly packed spheres, this maximum drops to just below 64%. The further away a particle is from being spherical in shape, the less efficient is the random packing of those particles into a given volume. Spiky or needle-shaped particles, for example, when packed randomly, have an efficiency of packing somewhere in the region of 30% - significantly less than that for spheres.
So why do we care? Because the anode density - the amount of actual graphite that can be packed into a given volume - directly affects the energy density of the battery. This is the amount of energy that can be stored in the battery, per unit volume of graphite (measured in Wh/l). The denser the graphite anode, the greater the energy density on a full cell level.
Dr. X commented that this is one reason why synthetic graphite for graphite anodes is so expensive, because as produced, the particles tend to be long and thin. Even the best efforts to produce spheroidized graphite from synthetic graphite result in lower capacities per unit of battery volume, because they are ultimately less spheroidal. The conversion of these needle-like shapes into spheroidal particles is more energy intensive than for natural-flake graphite, and with lower yields.
Synthetic graphite can also see lower graphitic carbon content than natural graphite. The latter affects that critical parameter of any battery anode, its reversible capacity.
As previously mentioned, the theoretical maximum reversible capacity for graphite anodes is 372 mAh/g. EngineeringCo has measured values of 367.21 mAh/g for anodes produced from AGC graphite. This compares to values of 290-330 mAh/g for typical synthetic graphite, and 340-350 mAh/g for the best anodes produced from premium-quality synthetic graphite.
Needle-like particles are also undesirable because they have a tendency to break into small pieces during processing, and if still present, those pieces may diffuse in the electrolyte during operation to the cathode potentially causing a short circuit. Even if this can be avoided, these pieces may absorb electrolyte, impairing the capacity of the battery because of first-cycle losses (chemical reactions at the interface of the anode during the first charge/discharge cycle).
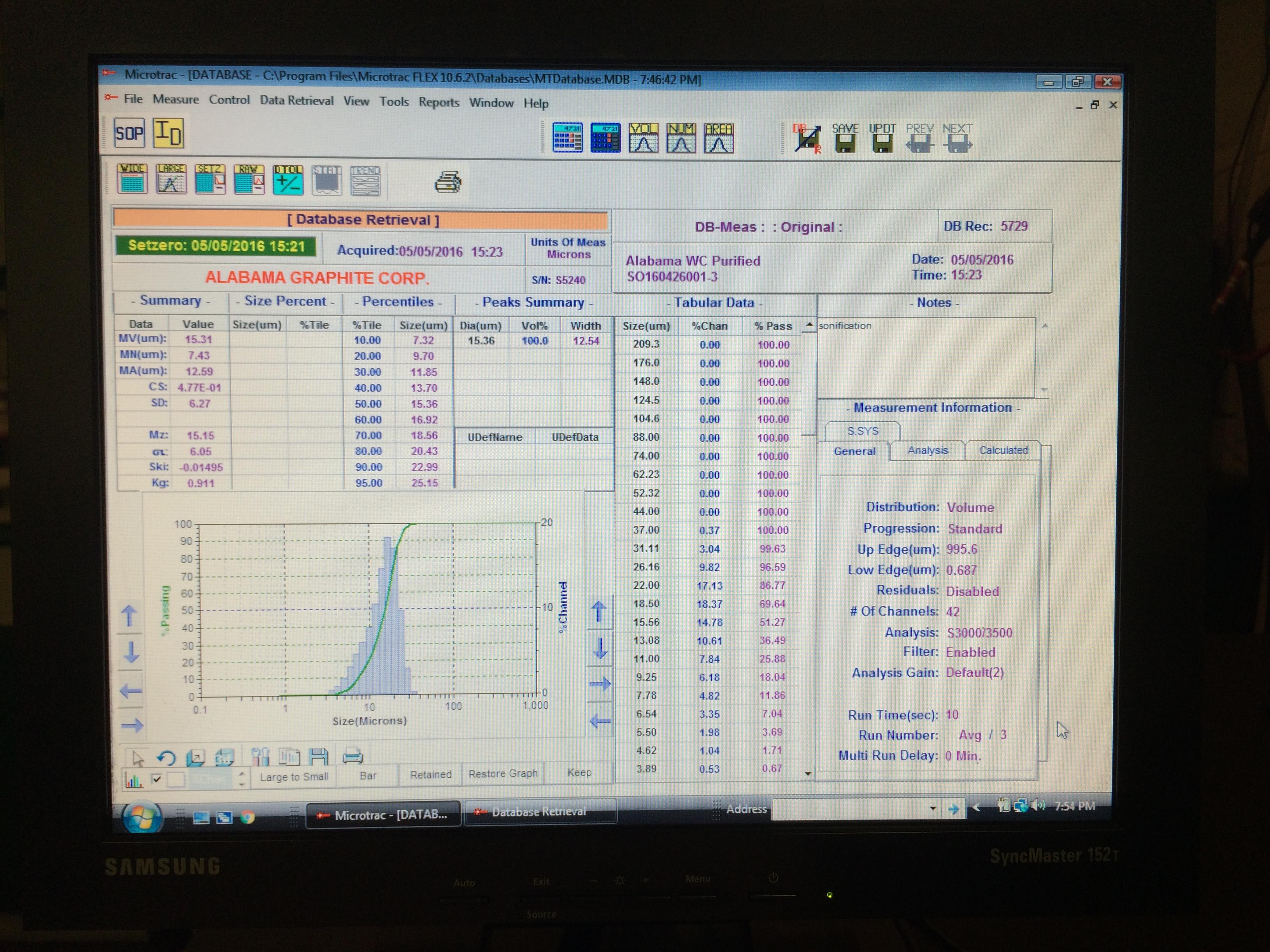
Particle size analysis of typical micronized AGC graphite, using the Microtrac S3500 laser particle size analyzer.
(Source: EngineeringCo - similar to results verified by author)
The bulk density of graphite powder is arguably more important than the tap density value. The value of bulk density is determined in a Scott Volumeter per ASTM-referenced methods.
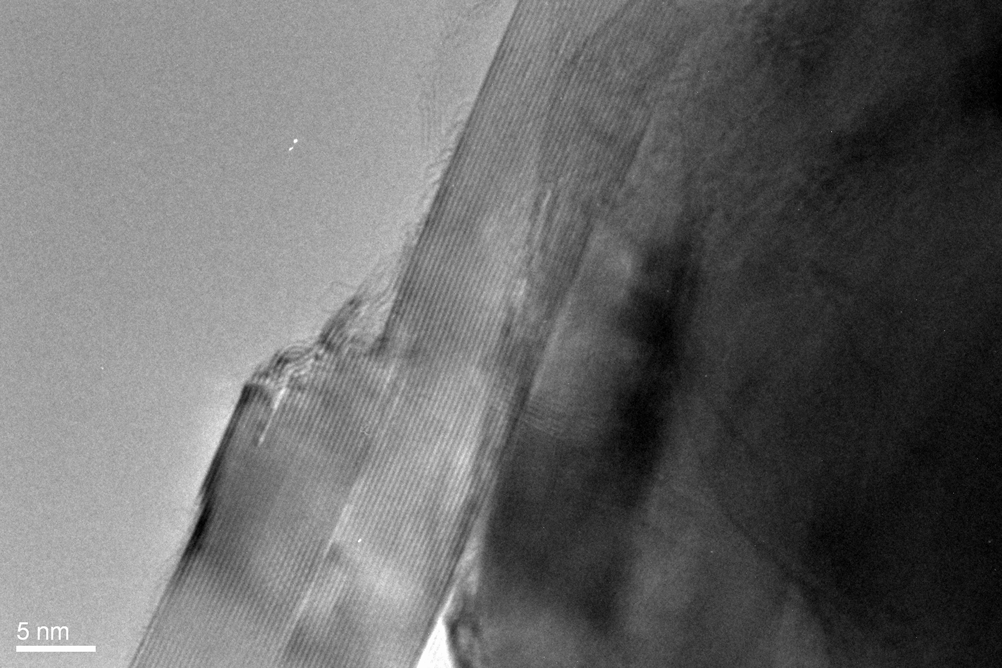
A transmission electron microscopy ((TEM)) image of the surface coating of AGC's SPG
(Source: EngineeringCo. - verified by author)
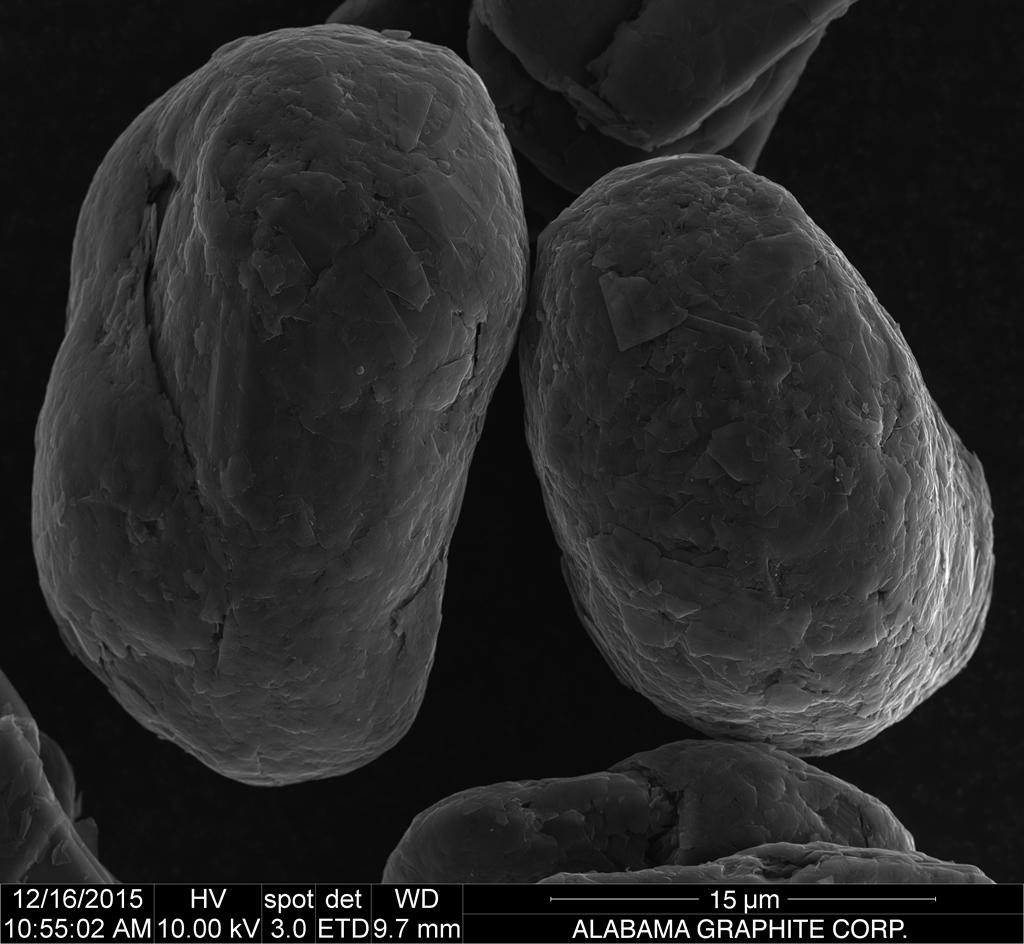
A scanning electron microscopy (( SEM )) image of AGC's 99.95% Cg coated spherical purified graphite (CSPG) for Li-ion batteries
(Source: Alabama Graphite Corp. - verified by author)
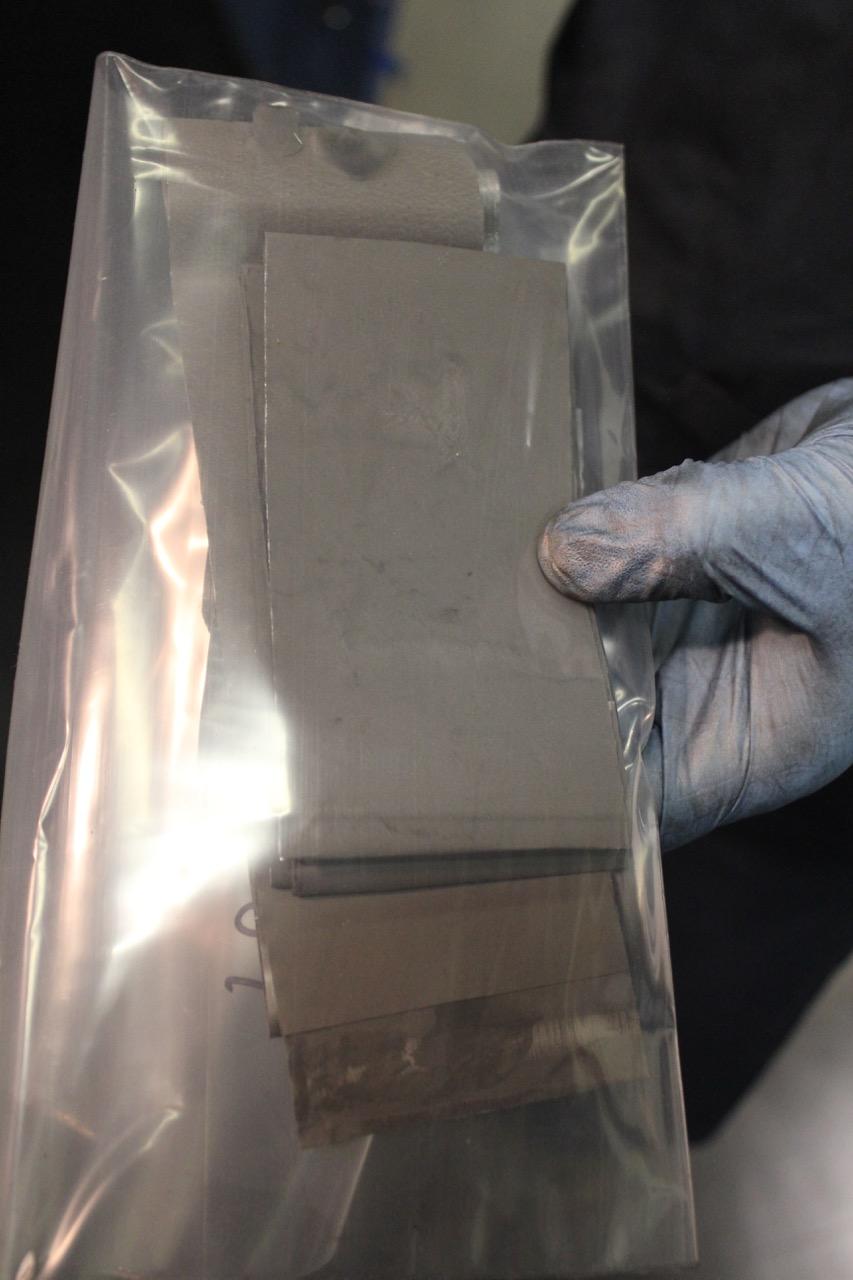
AGC CSPG powder is formulated into a compatibilized solvent-based dispersion with a polymer binder system and graphite as pigments.
(click to enlarge)
Graphite slurry on a roll-to-roll coater, containing AGC CSPG
EngineeringCo uses a highly proprietary spheroidizing process for the AGC materials, causing the particles to smooth each other through collisions that eventually result in the desired spheroidal shape. Sharp edges present in the original flakes are broken off and are redeposited onto the surface of the spheroids. The subsequent yield of the process, according to Dr. X, is 75%+ compared to the typical yields of processes undertaken in China at 20-30%. The cost benefit of such yield improvements are self-evident, if they can be scaled.
Furthermore, the remaining 25% of non-spheroidized graphite, with a typical particle D50 of 3-10 µm, can be used as conductivity-enhancement additives in the battery cathodes. Dr. X commented that junior graphite companies generally have little appreciation for the opportunities relating to cathodes, in addition to battery anodes. Premium performance conductivity enhancement materials are typically worth in the region of USD 15-20k/t - significantly higher than the USD 12-14k/t that spheroidal graphite produced from natural graphite can command. These materials could also be used in the production of alkaline and zinc-air batteries, conductive paints and coatings, to name a few markets.
Ultimately the performance of the graphite, once produced, is related as previously stated, to its density in the anode. Tap density is frequently used to describe this parameter - calculated by mechanically tapping a graduated cylinder containing graphite material until little further volume change is observed. EngineeringCo uses autotap machines to determine tap density by recording the height of material in a container and its mass.
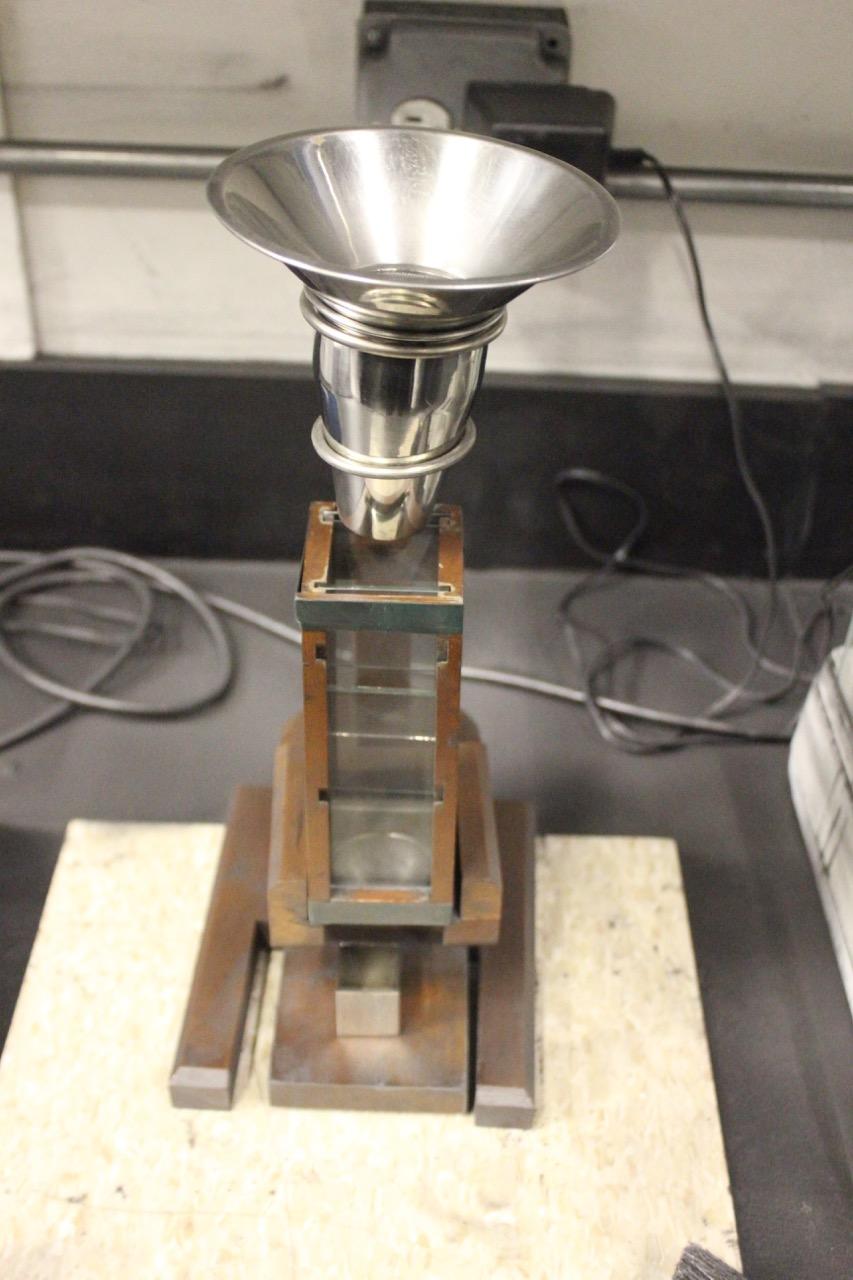
Dr. X argues that a more useful parameter is the bulk density of the material, because when used to produce anodes, the graphite particles are free flowing and are not tapped. The bulk density is the ratio of the sample mass to the volume that it occupies (including gaps between the particles) without being tapped. It is measured using a Scott volumeter. This uses a receptacle of known volume and mass into which graphite is poured through a funnel that sits on a baffle assembly. As the graphite pours through the baffles, it fills the receptacle until it overflows. The powder is leveled off using a flat edge and then the cup is re-weighed to determine the mass of graphite and thus the bulk density since the volume is known.
The bulk density needs to be as high as possible because the battery anode is produced using a painting process, and is not pressed or otherwise "tapped" - thus requiring particles to be as close to spherical as possible, as previously explained, for space-packing reasons. More on that process later in this article.
Once spheroidized, the graphite particles need to be classified by size and then coated. There are a couple of important reasons for this. The first is to improve the safety of battery operation. As mentioned previously, if there are any sharp edges left at the surface of the graphite particles prior to anode formation, these may break off and diffuse to the cathode during operation, increasing the chances of a short circuit in the system at the cathode, leading to thermal runaway. "Smearing" the particle surface during spheroidizing and then adding a coating reduce the probability of these sharp pieces breaking off the graphite particles in the anode during operation.
The second reason is to reduce problems at the surface-electrolyte interface (SEI) in the anode, that result in first-cycle losses. During the first cycle in the battery, a foam layer can build up at the SEI, which can reduce the reversible capacity of the battery during subsequent charge/discharge cycles. Again, the presence of small pieces of graphite can increase the thickness of this SEI layer, and coating the particles helps to reduce it by decreasing the Brunauer, Emmett, and Teller (BET) parameter for the particles. This is a measure of the effective surface area of the particles; the higher the BET surface area value, the greater the probability of sharp surfaces being present on the particles.
EngineeringCo uses a proprietary method for applying a 10 nm carbon-based coating on each of the particles, which is subsequently cured to polymerize the coating at the surface. The coating provides continuous coverage of each particle to reduce the BET surface area while at the same time allowing the Li+ ions in the electrolyte to pass through small pores or channels to contact the surface of the graphite particles in the anode. Larger molecules (such as the small pieces of graphite previously mentioned) are prevented from getting through. The ability to protect the surface of the anode without impeding the flow of Li+ ions is crucial for effective battery operation, and the proprietary coating allows this to happen.
The coating process is the final step in the production of the CSPG material, and the graphite is then ready to be used in the production of anodes for LIB testing.
All battery prototypes at EngineeringCo are individually produced in either button (CR2016 or CR2032) or cylindrical (AA, 18650 or 32650) form factors, depending on the particular goals of the project. Putting together the batteries is undertaken in an argon glove box because of the reactivity of the Li-ion electrolyte in the air. Dr. X indicated that in commercial facilities, the construction of batteries is undertaken in dry rooms which have a special atmosphere called "dry air," which can be breathed by the workers in them, but which prevents the oxidation of the Li-ion electrolyte and other compounds used in battery construction.
For the cylindrical batteries, the anode, separator, and cathode components are wound together in a spiral, before being placed inside a cylinder. The anode is produced from a long strip of copper foil, typically 10 µm thick, which is coated on both sides with a paint of CSPG particles, each layer being approximately 45 µm thick. The cathode is produced from a long strip of aluminum foil, typically 20 µm thick, which is coated on both sides with a paint of one of several metal-oxide compounds, such as lithium cobalt oxide, lithium iron phosphate, lithium manganate, or lithium nickel manganese cobalt, depending on the battery configuration to be tested. These cathode layers are approximately 90 µn/m thick.
Mixed in with this cathode metal-oxide powder is approximately 8 wt% of the conductivity-enhancement additives previously mentioned, that is typically equal parts carbon black and graphite. Such additives are always included in the cathode formulations. Typically, synthetic graphite is used, though as Dr. X commented previously, there is an opportunity to use the natural graphite that remains after spheroidizing in this additive. The additive is required to improve the conductivity of the cathode during operation as well as to control the viscosity of the paint when it is being applied to the foil. The graphite here therefore has a different function that the graphite being used in the anode. The aluminum foil used in the commercial production of cathodes may also be coated with carbon.
Coated electrodes after slitting.
Schematic cross-section of typical separator/electrode assembly for spiral-wound Li-ion batteries.
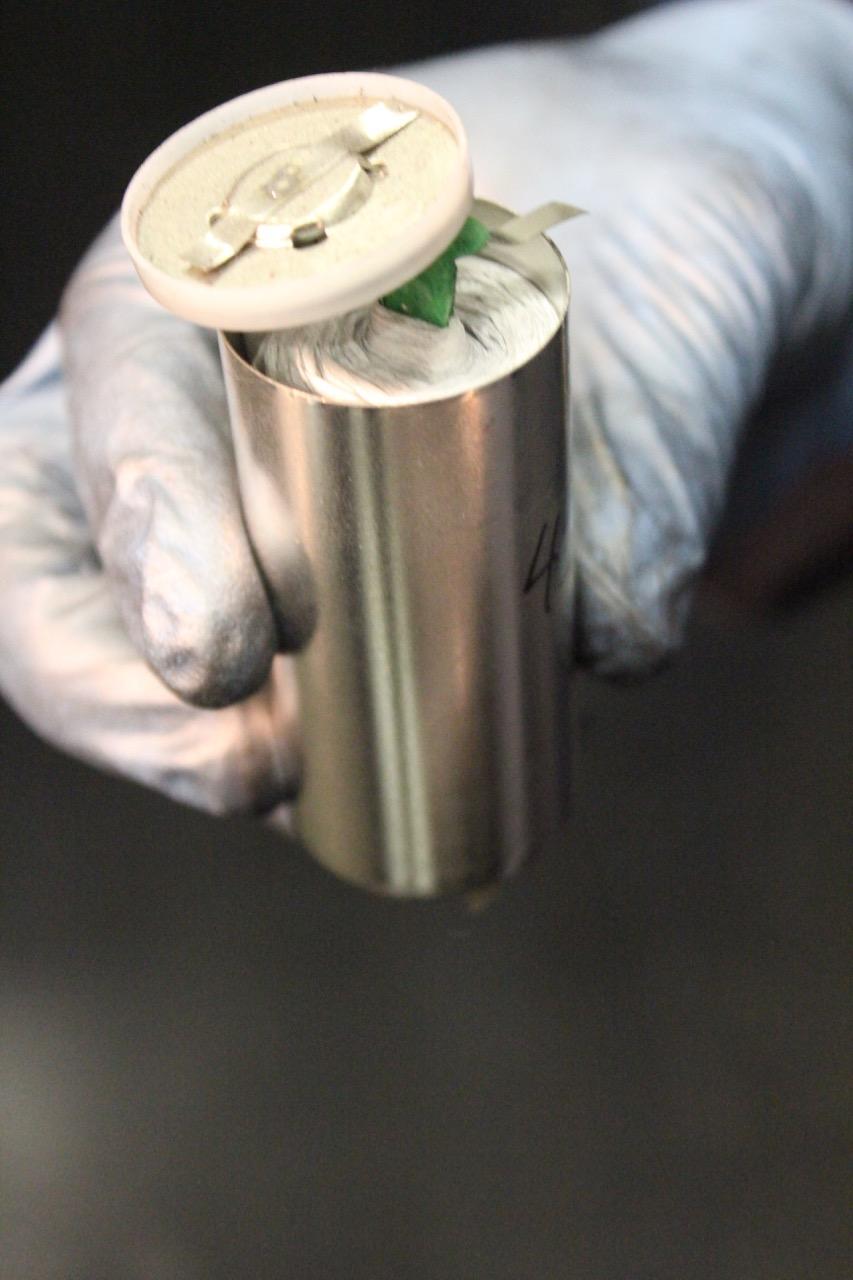
Cylindrical battery (32650 size) prior to assembly, containing AGC CSPG.
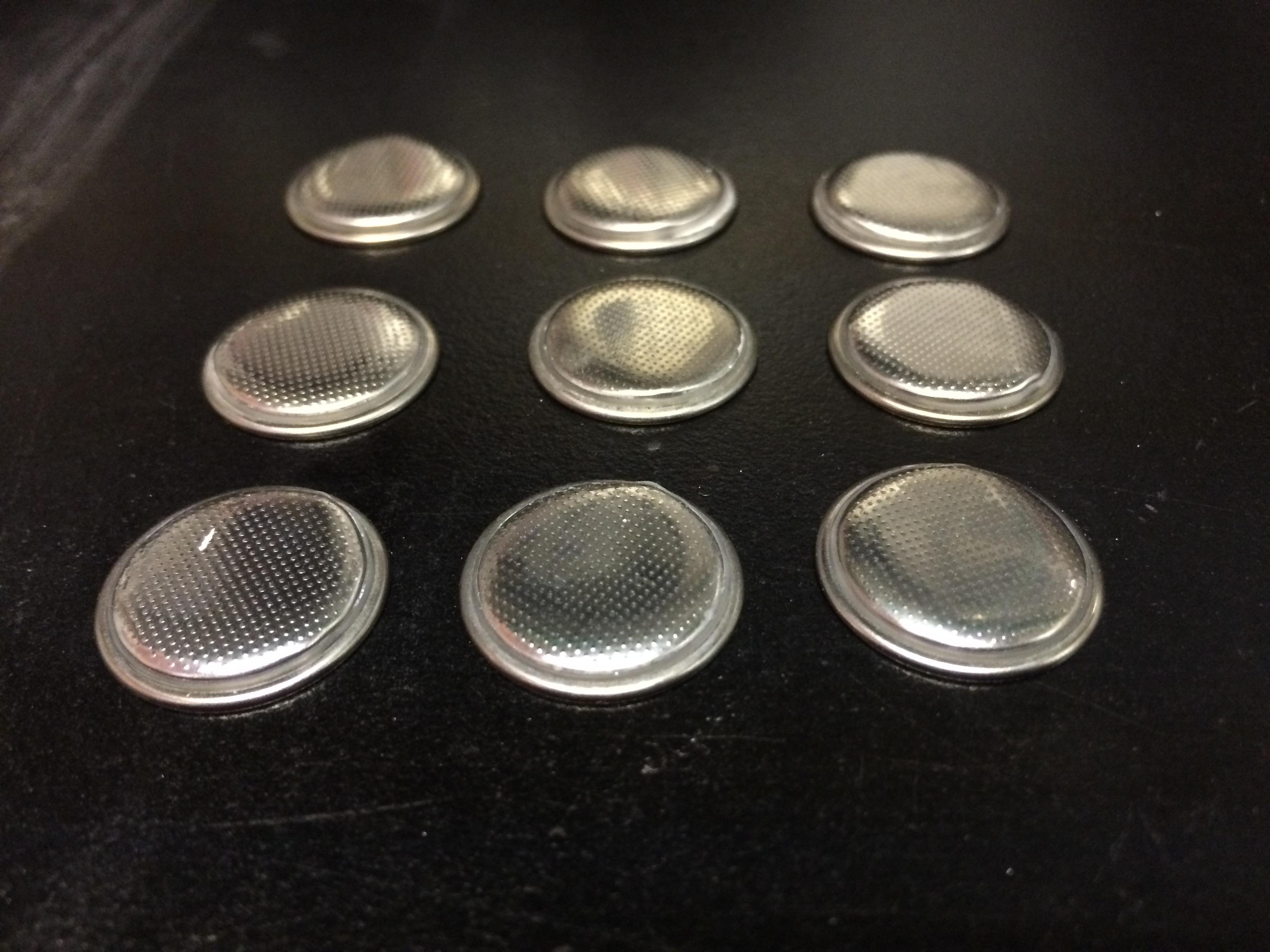
Freshly made CR2016 lithium-ion coin cells, containing AGC CSPG.
Freshly made CR2016 lithium-ion coin cells containing AGC CSPG.
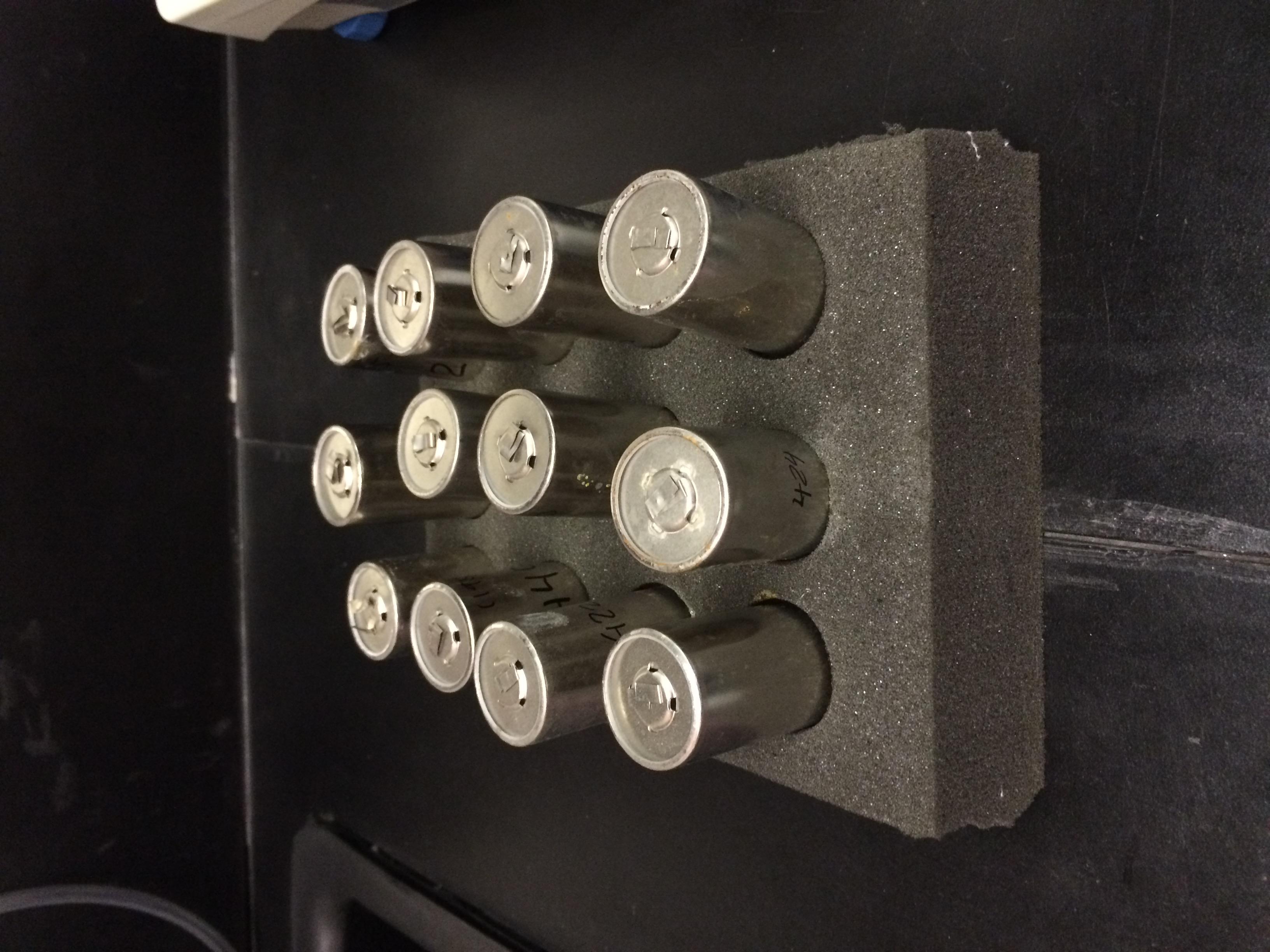
Freshly made 32650 lithium-ion cylindrical batteries, containing AGC CSPG.
In between the anode and cathode strips is a 20-25 µm thick separator strip typically produced from an ultra-high-molecular-weight polypropylene or polyethylene film, which has a controlled level of porosity. This gives some "space" for the electrolyte between the two electrodes. The overall thickness of the anode component is approximately 100 µm, whereas the cathode strip is typically 190-200 µm thick. The difference in thickness is a result of the different reversible capacities of the materials used in the anodes with the best cathode materials having values that are less than half that for natural-graphite anodes. Therefore, the cathode thickness is approximately double that of the anode to balance the electrochemistry of the system during operation. The diagram included in the images below shows a schematic of the anode/cathode/separator arrangement inside the battery.
Once the spiral has been wound and placed in the cylinder, the electrolyte is added, and the cylinder is sealed via either crimping or laser welding. Button-shaped battery prototypes use disks instead of spirals inside the container, though the configuration is effectively the same as for the spiral systems. The batteries are then ready to undergo proprietary formation, followed by testing, which involves repeated charging and discharging of the batteries, to determine the first-cycle losses, reversible capacity, and any changes in characteristics over time.
By the time of my visit, EngineeringCo had previously processed over 10 kg of AGC graphite material into CSPG material, and produced at least 50 batteries from it. Multiple prototypes and tests are required to establish representative performance metrics for the batteries, and the graphite contained within them.
The visit to EngineeringCo was very enlightening, and it was a great opportunity to see the operations used to produce CSPG materials from AGC's graphite, and the process of testing and evaluating such materials in actual battery prototypes. My thanks go to EngineeringCo, Dr. X and his colleagues for hosting me, PurificationCo and to Alabama Graphite Corp. for the invitation to see these processes in action.
Disclosure: At the time of writing, Gareth Hatch is neither a shareholder of, nor a consultant to, Alabama Graphite Corp. ("AGC"). Neither he nor Technology Metals Research, LLC received compensation from AGC or from anyone else in return for the writing of this article.
See also The Fed Talks Stocks on seekingalpha.com
The views and opinions expressed herein are the views and opinions of the author and do not necessarily reflect those of Nasdaq, Inc.
The views and opinions expressed herein are the views and opinions of the author and do not necessarily reflect those of Nasdaq, Inc.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}